(Note: The Model 80600 is no longer made and some parts are obsolete. However, updated parts are interchangeable with the 80800 and Inpak Systems, Inc. services both models).
Threading
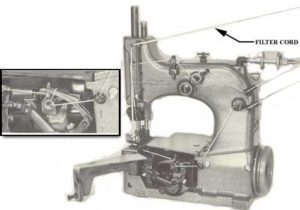
Thread machine as indicated in Fig. 1. When threading looper, be sure the thread goes through the front eyelet, over the take-up and through the back eyelet before threading the looper.
Note: the diagram also shows the threading of filler cord.
Oiling and Cleaning
Clean machine daily and thoroughly oil with Union Special oil before the morning and afternoon start. Manually oil all cups and keep sight feed oiler filled and adjusted to feed 2 — 3 drops of oil per minute. For adjusting, fill sight feed oiler halfway and turn the metering pin (drop to 90-degree angle to turn) to desired flow and secure with lock nut. This machine has no seals to hold oil so frequent oiling is required and unit cannot “leak”. Recommended oil is — Mobil Oil DTE Medium, Union Special Part # G28604.
Needle Replacement
Insert new Union Special needle with the shank as far as possible into the needle bar. The long needle groove must point to the front (toward the operator). Tighten the needle clamp nut securely. Standard needle size is 1975G-100.
Setting the looper
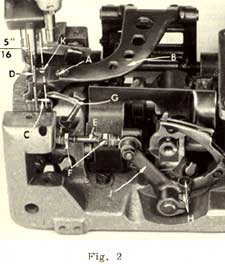 Remove the presser foot, throat plate and feed dog. Loosen the screw (A, Fig. 2) in the feed bar (B) and push the feed bar needle guard (C) to the rear to avoid its contacting the needle (D). Set the looper connecting rod (E) so the distance between the centerlines of the two ball joints is 2 ¾ inches (Fig. 3). If adjustment is necessary, loosen nuts (F) and turn connecting rod (E) forward or backward as required to obtain specified dimension, retighten nuts (F). Note: the right nut has a left hand thread. Set the looper (G) so the distance from the centerline of the needle to the point of the looper is 5/16″, when the looper is at its farthest position to the right. Loosen screws (H) in the looper drive lever (J), reposition as required to obtain specified dimension and retighten screws assuring that all end play is taken out of the looper drive lever rocker shaft. Check to insure clearance between the point of the looper and the cylinder end cover when the looper is at its extreme left position. Should the looper strike end cover, RECHECK the distance between centerlines of ball joints and the looper gauge distance as described above. As the looper moves to the left and its point i
Remove the presser foot, throat plate and feed dog. Loosen the screw (A, Fig. 2) in the feed bar (B) and push the feed bar needle guard (C) to the rear to avoid its contacting the needle (D). Set the looper connecting rod (E) so the distance between the centerlines of the two ball joints is 2 ¾ inches (Fig. 3). If adjustment is necessary, loosen nuts (F) and turn connecting rod (E) forward or backward as required to obtain specified dimension, retighten nuts (F). Note: the right nut has a left hand thread. Set the looper (G) so the distance from the centerline of the needle to the point of the looper is 5/16″, when the looper is at its farthest position to the right. Loosen screws (H) in the looper drive lever (J), reposition as required to obtain specified dimension and retighten screws assuring that all end play is taken out of the looper drive lever rocker shaft. Check to insure clearance between the point of the looper and the cylinder end cover when the looper is at its extreme left position. Should the looper strike end cover, RECHECK the distance between centerlines of ball joints and the looper gauge distance as described above. As the looper moves to the left and its point i
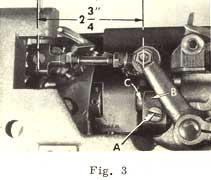
s even with the right side of the needle, the looper should pass as close as possible to the back of the needle without contacting it (.003 to .005″ clearance). Adjustment can be made by loosening screw (A, Fig. 3) in looper avoid connection link (B) and turn looper rocker shaft (C) forward or backward as required, re-tighten screw (A).
Setting height of needle bar
 The height of the needle is correct when the top of its eye is 1/32″ below the underside of the looper, with the looper point flush with the left side of the needle (Fig.4). If adjustment is necessary, loosen screw (A, Fig. 5) and move needle bar (B) up or down as required, and re-tighten screw.
The height of the needle is correct when the top of its eye is 1/32″ below the underside of the looper, with the looper point flush with the left side of the needle (Fig.4). If adjustment is necessary, loosen screw (A, Fig. 5) and move needle bar (B) up or down as required, and re-tighten screw.
Setting the feed dog
The height of the feed dog is correct when at its highest point of travel the rear teeth project above the throat plate their full depth. Adjustments can be made by removing the feed dog holding screw (C, Fig. 5) and feed dog, then adjusting the stop screw (K, Fig.2) in feed bar (B) as required to maintain the prescribed setting. Assemble feed dog and feed dog holding screw.
Changing Switch Length
The length of the stitch can be adjusted by raising or lowering the stud (E, Fig.5) in the segment slot f the feed rocker (F). This can be accomplished by loosening nut (G), lowering stud (E) will lengthen the stitch and raising the stud will shorten the stitch. When desired stitch length position is obtained, re-tighten nut.
Setting the feed bar needle guard
Set the feed bar needle guard (C, Fig.2) so that it barely contacts the needle at its most forward point of travel. Screw (A) secures it in place.
Presser foot pressure
Regulate the pressure on the presser foot using the presser spring regulators (H, Fig.5) so that the springs exert a pressure sufficient to feed properly. A comparatively heavy pressure is usually required. There should be approximately 1/16″ free play in the presser foot lifter lever (J, Fig.5) when the presser foot is down.
Thread Tensions
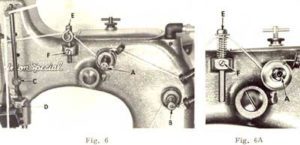
The tension applied to the needle thread at (A, fig.6 and 6A) should be fairly strong. The tension applied to the looper thread (B, Fig.6) should be barely sufficient to steady it.
 Looper thread make-up
Looper thread make-up
Adjust the height of the looper thread take-up (A, Fig.7) by loosening screw (B) so the point of the descending needle is approximately 1/8″ below the lower edge of the looper at the time the cast-off forces the looper thread over the corner of the take-up. This adjustment can be made by drawing the looper thread into the machine and noting the location of the needle point at the time the cast-off forces the looper thread over the corner. Re-tighten screw.
Setting needle thread take-up roller and eyelet
Adjust the height of the needle thread take-up roller (C, Fig.6), which is secured by screw (D) so that the needle thread on the down stroke of the needle contacts the roll at the time the needle loop is released from the looper. Adjust the height of the vertical thread eyelet (E, Fig.6) which is secured by screw (F) so that an equal quantity of needle thread is drawn through the needle thread tension discs on the up an down stroke of the needle.
Adjusting Knives (plain sewing)
The knives are set correctly when the upper corner of the driven knife overlaps the stationary knife 1/32″ and the upper end of the stationary knife is even with the upper edge of the driven knife.